
Background:
Given a very stubborn, too-high error rate, this custom molder knew it had to go outside the box, attacking the problem on three fronts at once.
Situation:
(a) The CAD model of a proven good part is programmed into the ShapeGrabber.
We have reported several times previously in IMM on custom injection molder Plastikos, for its sustainability program, micromolding expertise, and medical market penetration. Each time we found ourselves noting the company’s creative problem solving and, no matter what the problem was, finding a solution that included profitability. Here we’re looking at a Plastikos solution to a persistent specific problem of high error rates on the production floor—a problem that resisted simple solutions.
(b) A startup part is scanned and the image captured by the ShapeGrabber.
By way of background, Plastikos (Erie, PA), runs 27 injection presses on a 24/6 schedule and has to accommodate very short lead times from some of its largest customers for parts that frequently are technically demanding. Innovation is pretty much a given that results in techniques such as frequent use of quick-change mold frames.
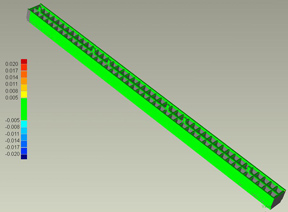
(c) A 3D comparison of the startup part against the reference part is generated by the ShapeGrabber.
The molds used at Plastikos span a wide range of sizes—on one end making parts smaller than a grain of rice and on the other weighing a ton and comprising 32 cavities. Plastikos often makes use of configurable molds that enable changeover times of 15-20 minutes.
“We don’t have too many molds that make just one part number,” confirms Robert Cooney, the manufacturing manager at Plastikos. “Some may have 50 or more part numbers produced from the same mold. Our niche is working with configurable molds in small and delicate sizes.”
Cooney and his team wanted to reduce configuration errors for one particular set of molds that produce small electronic connectors. The challenge lay in the very subtle difference between the various mold configurations—so subtle, in fact, that two different part numbers may look the same to the human eye. Moreover, an erroneously configured mold may produce a part that functions perfectly yet does not match what the customer ordered.
Despite a rigorous control process, human error during mold setup for this particular product line was 1777 parts per million (PPM) in 2008. Naturally, Cooney and his team were looking for ways to reduce that error rate. “Everyone strives to improve quality, and over the years as you wring out defects and get close to zero, you have to do something outside the box to continue to improve quality,” Cooney explains.
To reduce the defect-shipped rate, Cooney’s team introduced three new error-control processes:
- A laser engraving machine to avoid legibility issues with hand-etching detail numbers into mold inserts.
- A double verification process involving two inspectors for each part run.
- Acquiring and using a ShapeGrabber Ai310 3D laser scanner with an SG42 ultrahigh-resolution scanhead.
A shape whatter?
The first two prongs of this solution are pretty self-explanatory, but for those not familiar with it, the ShapeGrabber 3D scanner may have you wondering. The photos illustrate how Plastikos uses it to inspect first-run parts by comparing them to known good parts with the correct part number that have been programmed into the scanner previously.
Nick Schroeck, the process engineer at Plastikos who works regularly with the ShapeGrabber, makes it clear: “As new startup parts come in, we scan them with the ShapeGrabber and then use Geomagic software to overlay the scan data from the startup part with the known good reference part. We do a 3D comparison and can tell pretty much at a glance if the part is correct or not.”
Cooney says, “We wanted to do something completely different—a game-changer that would remove the human element in terms of setup verification. We also wanted to achieve a more standardized approach and funnel it through one process. This is what the ShapeGrabber scanner does for us.” It also lets Plastikos reduce its defect shipped rates—drastically.
Solution:
From where it started in 2008, Plastikos has successfully reduced its defect-shipped rates from 1777 PPM in 2008 to 692 PPM in 2009—an improvement greater than 60%. “ShapeGrabber has played a significant role in our overall quality program and continuous improvement projects to reduce defect rates,” Cooney says. Notes Schroeck, “Of the parts we’ve programmed into the ShapeGrabber scanner so far, we haven’t had a single part rejected because of an incorrect setup.”
“Setup issues affect every part in a run—it ruins an entire order and inflates our costs,” says Cooney. He estimates that the reduction in defects shipped translates into direct savings of close to $20,000 per year in reduced customer returns—a savings that he expects to see increase as more and more part numbers are programmed into the ShapeGrabber scanner. The greatest value, however, comes from the improved quality and customer satisfaction.